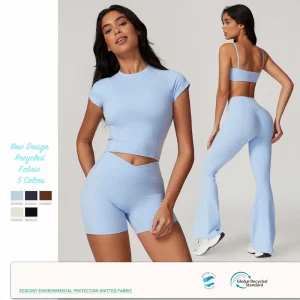
Advanced Fabrics & Ergonomic Designs for Global Performance Standards
The global training apparel market is witnessing an unprecedented surge, projected to grow at a CAGR of 6.5% over the next decade. As health consciousness becomes a cornerstone of modern living, the boundary between "gym clothes" and "everyday fashion" has blurred into the $380 billion athleisure powerhouse. Top-tier manufacturers are no longer just sewing garments; they are engineering Performance Textiles that manage moisture, regulate temperature, and enhance muscle recovery through graduated compression.
In the industrial landscape, the shift toward smart manufacturing and sustainable supply chains is defining the leaders. From recycled PET yarns to carbon-neutral production lines, the global demand for ethical training gear is forcing a transformation in how factories operate. Modern procurement agents are prioritizing factories that offer "Full Package Solutions"—integrating design, raw material sourcing, and logistics under one roof to minimize lead times and ensure consistent quality across borders.

The North American and European markets currently lead in demand, particularly for high-end yoga and cross-fit gear with proprietary fabric blends.
Over 60% of consumers now prefer apparel made from recycled ocean plastics or organic fibers, driving a revolution in "Eco-Performance" fabrics.
Wearable technology integration and 3D knitting processes are becoming standard for elite training apparel manufacturers.
What defines the Top 10 Training Apparel Manufacturers today? It is the ability to adapt to "Fast Performance" trends. We are seeing a move away from generic sizes toward Body-Positive Ergonomics—garments that fit every shape while providing high-impact support. Furthermore, Antimicrobial and Anti-Odor technologies (like silver-ion treatments) have moved from a niche luxury to a basic requirement for high-intensity interval training (HIIT) collections.
Another critical trend is the rise of Localization vs. Globalization. While manufacturing remains centered in hubs like China, the design and marketing are becoming hyper-localized. Brands are demanding "Ready-to-Ship" customization where local gym logos can be heat-pressed onto pre-manufactured premium blanks, allowing for micro-influencer brands to launch with minimal inventory risk.

Global enterprises—from retail chains to professional sports leagues—face complex procurement challenges. They require Scalable Production, Compliance Certifications (like BSCI or OEKO-TEX), and Rigorous QC. In the B2B sector, the focus has shifted to "Performance Reliability." For instance, a yoga studio chain in London needs leggings that are 100% "Squat-Proof," while a soccer academy in Dubai requires jerseys with high UV protection and extreme breathability.
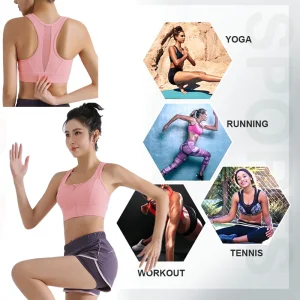
Common Application Scenarios:
To meet these diverse needs, factories must offer Low MOQ (Minimum Order Quantity) options combined with high-volume capacity. This hybrid model allows brands to test new markets with small batches before scaling up. Our facility in Guangzhou specializes in this agility, providing the "China Speed" with "European Quality Standards."
Whether it's moisture-wicking technology for marathon runners or four-way stretch fabrics for pilates instructors, the localized application dictates the manufacturing spec. We utilize automated cutting and specialized flatlock stitching to ensure every seam is durable enough for the world's toughest workouts.
Guangzhou Reba Fashion Co., Ltd. is a professional manufacturer specializing in modern activewear and lifestyle apparel. Located in Guangzhou, China, the company focuses on the design, production, and export of high-quality sports and casual clothing for global markets. Our main product range includes yoga wear, fitness wear, gym wear, workout sets, sports bras, bodysuits, crop tops, tank tops, compression wear, running wear, training wear, activewear sets, lounge wear, stretch wear, performance wear, athleisure wear, dance wear, and cycling wear. These products are designed to provide comfort, flexibility, and style for sports, workouts, and everyday activities.
Founded in 2016, Guangzhou Reba Fashion Co., Ltd. began as a small garment workshop and gradually developed into a reliable supplier in the activewear industry. The company currently employs more than 110 skilled workers, including experienced designers, technicians, and quality control staff. Our modern production facility covers approximately 7,500 square meters and is equipped with advanced garment manufacturing and sewing equipment to ensure efficient production and consistent quality.

Over the years, Reba Fashion has established long-term partnerships with clients in Europe, North America, Southeast Asia, and other international markets. With a strong commitment to innovation, quality control, and customer satisfaction, the company strives to deliver fashionable and functional activewear solutions to customers worldwide.
Our competitive edge lies in our Integrated Supply Chain. Being in Guangzhou, the heart of the world's textile industry, we have immediate access to the latest fabric innovations—from recycled nylon to graphene-infused yarns. This allows us to offer our clients the latest technology at factory-direct pricing.

Our automated CNC cutting systems ensure 0.1mm accuracy, reducing fabric waste and ensuring perfect symmetry in every garment.
We use 4-needle 6-thread flatlock machines to create "seamless feel" joints that prevent chafing during intense training sessions.
Our Italian-imported ink systems provide vibrant, never-fade colors for custom team wear and intricate yoga patterns.
Selecting from the Top 10 Training Apparel Manufacturers requires a deep dive into more than just price lists. A truly world-class factory must demonstrate mastery over the entire lifecycle of a garment. It starts with Fabric Engineering. In 2024, the demand for "Naked Feel" fabrics—a blend of high-percentage elastane with ultra-fine brushed nylon—has changed the game. Factories like Guangzhou Reba Fashion invest heavily in sourcing these specific yarn counts that offer 360-degree stretch without losing opacity (transparency).
Furthermore, Quality Control (QC) protocols must be embedded at every stage. We employ a four-point inspection system: greige fabric inspection, pre-production sample matching, in-line sewing checks, and final metal-detection/packaging audits. This level of detail is why Chinese manufacturers continue to dominate the global activewear export market. We don't just follow a tech pack; we optimize it for mass production, suggesting better seam placements or more durable elastic bands to improve the end-user experience.
For global brands looking to scale, ODM (Original Design Manufacturing) services are the most significant value-add. Our design team monitors international fashion weeks and gym culture trends in real-time to create seasonal collections that brands can "white label" or tweak. This reduces the brand's overhead in design and allows them to focus on marketing and community building. In the competitive landscape of Amazon, Shopify, and brick-and-mortar retail, having a manufacturing partner that understands Trend Velocity is the difference between a best-seller and dead inventory.
The role of Data-Driven Manufacturing is another frontier. By analyzing procurement data from our clients in North America and Europe, we can predict which colors (like Sage Green or Electric Blue) and which styles (like High-Waist flared leggings) will dominate the upcoming season. This intelligence is shared with our long-term partners, helping them stay ahead of the curve. This collaborative approach is what distinguishes a mere vendor from a strategic manufacturing partner.
Designed for Durability, Engineered for Performance